滚丝机厂家-值得信赖
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 滚丝机-供应范围覆盖贵州省 铜仁市 江口县、碧江区、万山区、石阡县、思南县、德江县等区域。 |


普通螺栓是机械行业常用紧固件之一,双头螺柱在化工设备、管道、机械等得到广泛应用。滚丝机以其加工精度高、生产率及机械性能好,在双头螺柱制造中应用很广。生产实际中加工双头螺柱,由专用机床加工光杆,由滚丝机、挫丝机等专用机床完成 螺纹成形工序。但加工M12~M30双头螺柱,其毛坯尺寸如何确定,没有现成手册标准可以借鉴。本文通过实践确定了光杆加工尺寸,可供同行借鉴。
我厂加工多批等长双头螺柱,其规格为:M12×80~M30×180,性能等级为3.6~8.8级,共数万套。设备采用ZA28—12.5滚丝机, 滚压力125kN,滚丝轮材料是Cr12MoV。螺柱材料及成分、加工前热处理状态按GB/T3098.1—2000要求:双头螺柱性能等级3.6~6.8级,材料用普通低、中碳钢,不需要热处理。其材料硬度小于240HBW。随着螺柱性能等级提高,材料及相应热处理要求也提高。我厂在加工8.8级双头螺柱时材料选用35CrMoA,经淬火后回火处理硬度270HBW,螺母材质30CrMo,正火硬度240HBW。
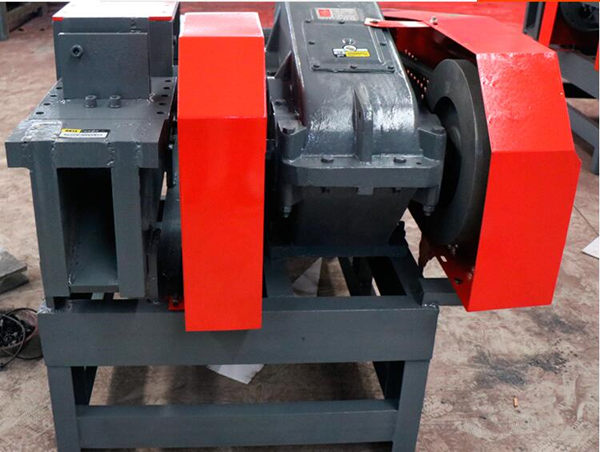
加工前,严格按热处理工艺执行,检验硬度合格。滚丝机在工作前调整好滚丝轮及支撑块位置,检查液压驱动系统使滚压力均匀(见附图)。
滚丝机床加工螺纹时,首先要调好滚丝模具位置,防止由于对位不正造成滚压工件轴向位移。滚压时调整好切削液,及时冷却,避免滚丝轮由于干摩擦造成滚丝轮牙尖温度过高,超过滚丝轮回火温度,发生回火软化,降低滚丝轮寿命。



铜仁江口禁用主要经营产品: 禁用等。公司秉承“创新理念、追求卓越、迅速改善、永续经营“的经营理念;并以“质量是di yi工作”,“顾客的满意是我们的荣誉”作为我们永远不变的质量政策;以爱护环境、回报社会、关爱雇员等社会责任为己任;把“诚信、负责、创新、团队”作为不断的追求和目标。 凭借“攀登,超越自我”的精神。


结构特点
钢筋剥肋滚轧直螺纹机床,是建筑工程带肋钢筋滚轧直螺纹丝头加工的关键设备。
该机床可一次装夹完成钢筋剥肋、滚轧螺纹加工。被加工的钢筋螺纹完全高于JGJ107—2010的6f级的精度要求。
本机不仅结构紧凑、操作简单、可靠,还具有独特的剥肋装置和滚轮装置的无级调节结构。
本机还可加工标准螺纹,反扣螺纹,还可加工长螺纹。
钢筋剥肋滚轧直螺纹机床,由机架、台钳、导杆、滑板、减速机总成、剥肋滚轧机头、、冷却系统、电器控制系统等部分组成。
直螺纹滚丝机是加工钢筋直螺纹丝头的专用设备,通过剥肋刀将钢筋端头剥圆,然后用三个空心滚丝轮对钢筋进行滚轧直螺纹,从而达到钢筋直螺纹成型的质量要求。使钢筋连接套筒 达到JGJI07-2003《钢筋机械连接通用技术规程》要求的A级连接标准要求。滚丝机再加GB1499-1998《钢筋混凝土用热轧带肋钢筋》中的Φ16-Φ40mm九种规格钢筋。
特点:直螺纹滚丝机是用切削与滚轧螺纹钢一次成形来喧到钢筋端头强化和螺纹加工的目的,解决了钢筋在加工前钢筋端头进行预处理的问题,以及同类的设备需多次数轧成的问题,这样现场减少了工序加工和多次钢筋搬运,提高了现场生产加工效率;滚丝机利用一个滚丝头可实现对多种规格钢筋进行滚轧加工,解决了同类设备对钢筋端头加工直螺纹需每种规格一个滚丝头的状况。直螺滚丝机采用内出冷却液,解决了滚轧加工时排屑问题,自动化强度高,进给自动停机复位自动停机。
直螺纹滚丝机:滚丝机由机架、夹紧机构、进给拖板、减速机及滚丝头、冷却系统、电器系统组成



针对Z28-40型滚丝机允许加工工件长度范围小、不能满足矿井生产需要问题,对滚丝机的装夹系统进行了技术改造。实践证明:通过加装夹具,扩大了滚丝机的长度加工范围,极大满足了矿井巷道支护材料的加工需求,解决了生产棚卡拉杆的制约瓶颈,提高了加工系数,取得了显著的经济、社会和环境效益。
1 问题提出
五阳煤矿机修厂2011年引进了一台Z28-40型滚丝机。该滚丝机可加工长度小于400mm的短螺丝,对于长度为M16mm×720mm(1 020mm、1 220mm)的棚卡拉杆,就会出现严重的甩弯现象,危及操作人员人身。因此,对现有的滚丝机进行了技术改造。
2 滚丝机技术改造
滚丝机的工作原理:通过两个带有螺纹的滚轮的相对转动,对输入其间的毛坯料进行滚压,从而实现一次性螺纹的成型加工。由此可见,毛坯在滚轮间受到足够的滚压力,如果毛坯过长,尾部会在滚压力的作用下剧烈摆动,进而造成毛坯尾部弯曲。毛坯越长,甩弯角度越大,尾部弯曲越严重,同时给操作人员造成伤害。
基于上述情况,设计了专用支撑夹具,用于支撑、限制毛坯在滚压力作用下的活动范围,避免毛坯在加工过程中对操作人员造成的伤害,从而实现长螺丝的加工。
2.1 夹具与滚丝机的连接方式
滚丝机工作平台上有两条固定螺丝,利用这两条固定螺丝,将夹具与滚丝机机体连接,使夹具与滚丝机成为一体。图1为滚丝机与夹具连接部位示意。
2.2 夹具的主要部件及技术要求
1)轴承组(见图2):夹具的轴承组由轴承座、挡盖和轴承三部分组成。轴承选择309滚珠轴承,轴承组的轴心与滚丝机滚轮轴心之间的偏差A精度为0~0.3mm。
2.3 滚丝机加工棚卡拉杆工艺流程
①圆钢下料及转工序:圆钢由剪冲机下料,再转至车工。②加工螺纹:由操作人员将毛坯料通过夹具送入滚丝机滚轮,进行螺纹的一次性加工,并进行检测。③转工序及弯角度:将半成品转至铁工车间,进行角度的一次成型性弯曲。④检测并入库:对加工的成品进行各项技术指标的测量,并将产品入库。
3 改造后的效果检测
改造后的滚丝机的实物如图5。对改造后的滚丝机各项技术指标进行测试。以加工M16mm× 1 020mm棚卡拉杆为例,通过精细测量得出下列结论:
1)夹具的轴承座轴心与滚丝机滚轮轴心之间精度为0.15mm;
2)夹具的底座与地面接触牢靠、稳定,底座没有出现摆动;
3)夹具的轴承座沿水平方向前后自由调整,加工工件长度可达2 000mm;
4)夹具的支架沿垂直水平方向可上下调整,实现粗调和微调,效果良好。
4 滚丝机技术改造取得的成效
4.1 社会效益
1)系数大幅度提高。避免了棚卡拉杆由车床加工造成的不可避免的铁屑飞迸等不因素。
2)生产效率大幅度提高。车床加工,平均每人每天加工60条,而滚丝机加工,平均每人每天可达400条。
3)操作难度大幅度降低,易学易会。车床工艺流程繁琐,而滚丝机工艺流程简单、明了,易操作。
4)满足需求能力大幅度提高。车床加工每月至少需2人专门从事制作棚卡拉杆才能满足需求;而滚丝机加工只需1个人,不到半个月时间就可完成月度生产作业计划任务。
5)员工劳动强度大幅度降低。车床加工频繁装夹、换刀、测量,员工易疲劳;而滚丝机加工只需安装、滚丝、拆卸,各工序衔接流畅,可轻松完成。
4.2 经济效益
按平均每月需加工棚卡拉杆3000条计,采用普通车床加工每工60条,采用滚丝机加工每工完成400条,则每月可节约工时:3 000÷60-3 000÷400 =42.5个工,按每工150元计,则平均每年可节约资金:42.5×150×12=76 500元。
5 结语
合理有效地对滚丝机进行技术改造,不仅实现了其对棚卡拉杆的加工制作,满足了井下大数量使用棚卡拉杆的需求,而且无形中有效扩大了滚丝机的加工范围,充分发挥了设备的使用效能,避免了设备的重复外购,此项技术改造取得了很好的效益。

- 聚氨酯保温管-回购率高 2025-10-03
- #电缆桥架#-品牌厂家 2025-10-03
- 不锈钢板优质供货商 2025-10-03
- 无缝钢管生产厂家价格优惠 2025-10-03
- 不锈钢复合管护栏现货全国配送 2025-10-03
- 42CrMo无缝管-供应厂家 2025-10-03
- 护栏图片-厂家 2025-10-03
- 精密钢管厂家技术领先 2025-10-03
- 电缆批发定制 2025-10-03
- 不锈钢井盖设计厂家 2025-10-03
- 欢迎访问#不锈钢复合管护栏厂家# 2025-10-03
- 声测管品牌-报价_鑫亿呈钢管有限公司 2025-10-03
- 卖pvc输送机的厂家 2025-10-03
- 规格全的政管道清洗、下水道清淤、抽粪吸污品牌厂家 2025-10-03
- 聚合氯化铝-一心为客户 2025-10-03
产品









联系方式
