快速接头现货直供
更新时间:2025-10-07 23:03:56 ip归属地:济宁,天气:雾转阴,温度:15-24 浏览:2次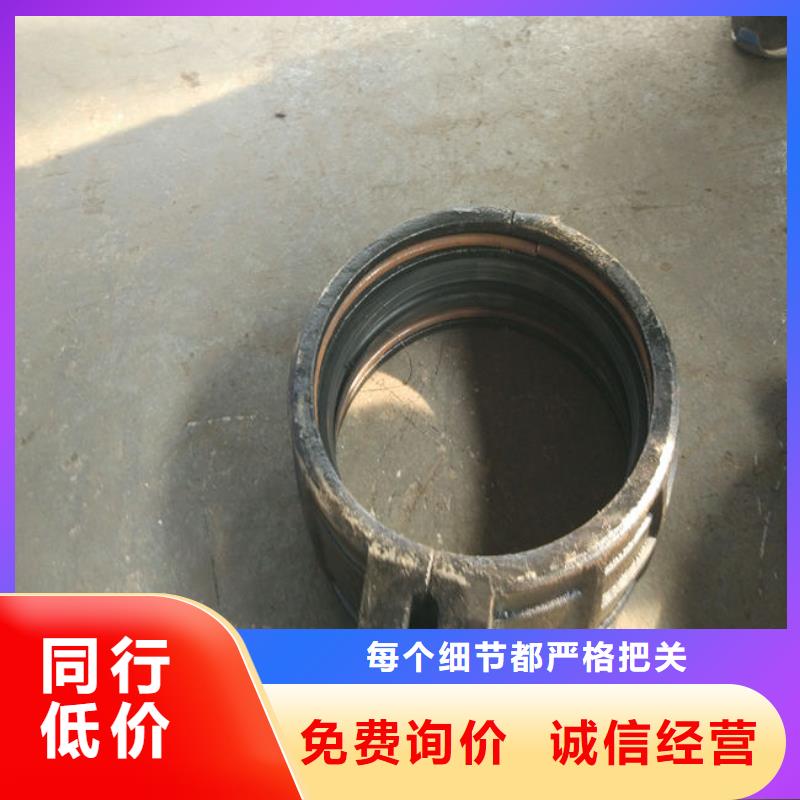



- 发布企业
- 万泽锦达机械制造(济宁市邹城市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 各种型号快速接头
- 所在地
- 太原市小店区北格镇万泽锦达孝信文化区
- 联系电话
- 18234110972
- 手机
- 18234110972
- 联系人
- 张争光 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:济宁市邹城市快速接头现货直供的产品参数
【万泽锦达】持续拓展产品矩阵,现有鱼台各种型号快速接头不断创新、任城各种型号快速接头今年新款、兖州各种型号快速接头优质货源、金乡各种型号快速接头源头把关放心选购等,满足不同场景需求。快速接头现货直供_万泽锦达机械制造(济宁市邹城市分公司),固定电话:【18234110972】,移动电话:【18234110972】,联系人:张争光,太原市小店区北格镇万泽锦达孝信文化区。 山东省,济宁市,邹城市 邹城市是历史文化名城、千年古县,也是邹鲁文化的发祥地和战国时期思想家、教育家、儒家学派代表人物孟子的故里,素有“孔孟桑梓之邦,文化发祥之地”、“东方君子之国,邹鲁圣贤之乡”的称誉,战国时为邹国国都,同鲁国并称为“邹鲁圣地”。境内有邾国故城、野店遗址、凫山羲皇庙等遗址。境内景区众多,如孟庙孟府景区、峄山风景区等。
对快速接头现货直供产品还心存疑虑吗?观看这个视频,我们的专业团队将为您详细解读产品的特点和优势,让您信心倍增。
以下是:快速接头现货直供的图文介绍

性价比高专业品质
我们用实力和品质说话
济宁邹城各种型号快速接头

济宁邹城各种型号快速接头的详细介绍
商家可接急单
卡箍接头刚环焊接:
①接头安装前,先将端管焊接在管线两端,做法是:卸下螺栓,将卡箍打开,将端管按照技术参数的安装长度对应管子点固定,调整两端管的平行度后,进行焊接。
②焊接前应检查钢管两端(距端面约30~50mm)有无影响密封效果的撞痕、裂纹等,若有此现象需处理后方可进行焊接;
③在管子外壁上将限位钢环的位置尺寸用样板划好线,按线将纲环点焊接定位(保证限位环紧贴管壁),如图:其中L=H/2钢环半径。
④将限位环与管子焊接。一般中、低压管道允许单面焊接或间断焊接。但需保证限位环在承受轴向拉力时不被拉脱。焊接高度要保证将限位环与管壁间缝隙填满且不过限位环,焊接需平整。
安装外卡 :
将外卡包覆橡胶密封圈,使密封圈完全嵌入外卡的密封室内,依次压紧螺栓(是依次压紧,单侧压力过大造成密封圈受损),安装完毕,通水试压。

PRODUCT DETAILS
产品细节
PRODUCT DETAILS

01
真材实料REALMATERIALS
精心选择优质材料制作而成,济宁邹城各种型号快速接头规格多样可选,满足您的各种需求。

02
价格优势PriceAdvantage
厂家经验丰富,直接供货,济宁邹城各种型号快速接头无二次销售环节,质量放心。

03
成熟工艺成熟工艺MatureTechnology
支持定做,十余年经验,济宁邹城各种型号快速接头质量保障,出厂经过严格的质检。
PRODUCT PHOTOGRAPH
产品实拍
PRODUCT PHOTOGRAPH






COMPANY PROFILE
公司介绍
COMPANY PROFILE

济宁邹城山西万泽锦达机械制造有限公司不仅生产、销售 各种型号快速接头,还为厂家和客户提供全套生产设备和的技术服务!我们的原则是品质至上、诚信为本、不断创新,热情欢迎海内外客户前来洽谈!

您是想要在济宁市邹城市采购高质量的快速接头现货直供产品吗?万泽锦达机械制造(济宁市邹城市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的快速接头现货直供产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张争光-【18234110972】,地址:《太原市小店区北格镇万泽锦达孝信文化区》。
我们的其他产品