您当前的位置:商助贸易宝 » 昭通商助贸易宝 »昭通产品 » 不锈钢复合管护栏用专业让客户省心
不锈钢复合管护栏用专业让客户省心
更新时间:2025-11-16 05:59:53 ip归属地:昭通,天气:多云转阴,温度:6-20 浏览:1次

- 发布企业
- 鑫旺通金属制品(昭通市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 不锈钢桥梁护栏
- 所在地
- 开发区工业园
- 联系电话
- 0527-88266888
- 手机
- 17768165506
- 联系人
- 贾经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:云南省昭通市不锈钢复合管护栏用专业让客户省心的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 鑫旺通 |
| 适用范围 | 广泛 |
| 是否进口 | 否 |
| 范围 | 不锈钢复合管护栏用专业让客户省心供应范围覆盖云南省、昆明市、玉溪市、丽江市、普洱市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市 昭阳区、鲁甸县、巧家县、大关县、永善县、绥江县、镇雄县、彝良县、威信县、水富市等区域。 |
【鑫旺通】为客户提供多样化产品,包括鲁甸不锈钢桥梁护栏技术先进、威信不锈钢桥梁护栏厂诚信经营、玉溪不锈钢桥梁护栏您身边的厂家、怒江不锈钢桥梁护栏厂家定制、迪庆不锈钢桥梁护栏自有生产工厂、保山不锈钢桥梁护栏多种工艺等,适配多元场景需求。您是想要在云南省昭通市采购高质量的不锈钢复合管护栏用专业让客户省心产品吗?鑫旺通金属制品(昭通市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的不锈钢复合管护栏用专业让客户省心产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:贾经理-【17768165506】,地址:《开发区工业园》。 云南省,昭通市 昭通市水能资源丰富,境内有溪洛渡、向家坝、白鹤滩三座巨型电站,煤、硫储量居全省首位,是世界优质天麻种源基地、世界马铃薯高原种薯之都、中国南方的优质苹果基地、中国筇竹之乡。2022年,昭通市实现地区生产总值1541.02亿元,比上年增长3.7%。
文字再美,也抵不过视频中的不锈钢复合管护栏用专业让客户省心产品真实呈现,赶快点击观看吧!
以下是:云南昭通不锈钢复合管护栏用专业让客户省心的图文介绍
云南昭通鑫旺通金属制品有限公司的质量方针是:以市场为中心,加强 不锈钢桥梁护栏质量保障,开拓 不锈钢桥梁护栏技术创新,满足客户需求!
我们的服务宗旨是:诚实、信用、品质优、起货快、交货准!
欢迎广大新老客户惠顾合作!


复合层的完全熔焊问题。为达到良好的焊接效果,正确的焊接方法是:焊前准备焊接前将接触层的油漆、污垢及氧化层等清理干净,以免焊接过程中杂质受热会分解成H2O和CO2。焊前还要对基层和复合层进行预热。预热采用电加热方法,以对口中心线为基准,两侧不小于壁厚3倍,且不小于50mm,并防止过热。焊接过程先焊复合层,后焊基层,流程:封焊层——打底焊——过渡层——填充层——盖面层。1)管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。2)焊接时,应尽量采用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。3)点固焊时管内必须充氩,以保证点固焊焊缝质量。打底焊时,仰焊位置采用内填丝,立焊、平焊位置采用外填丝法进行焊接。4)应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,防止气压过大使焊缝产生凹陷。5)焊丝不能与钨级接触或直接深入电弧的弧柱区,防止破坏电弧的稳定和产生夹钨缺陷,焊丝端部不得退出保护区,防止焊丝氧化。6)道间温度应控制在150℃以下,施工中采用焊缝两侧水冷的冷却方法,即将湿毛巾裹在距焊缝80mm以外的两侧钢管上,使焊缝尽快降到150℃以下。焊后焊后应仔细清理焊件表面的焊渣、焊瘤飞溅物及其他污物,必要时应对焊缝进行局部修整。焊接后,应进行后热处理残余应力,焊后处理需按照设计要求进行,局部热处理时,宜采用电加热法。基层的焊后处理应按基层材质要求选择热处理温度,其他参数按不锈钢内衬管总厚度(7±1.5)mm进行计算。



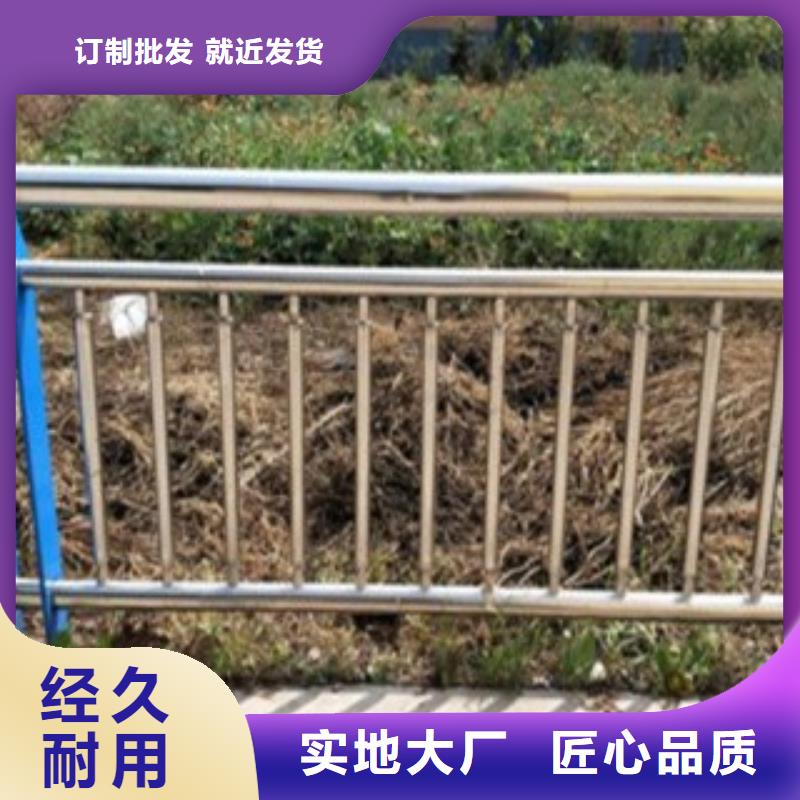
不锈钢复合圆管会生锈的原因什么?不锈钢复合圆管会生锈的原因是什么?不锈钢复合圆管的使用环境中存在氯离子。氯离子的广泛存在,如盐、汗迹、海水、海风、土壤等等。不锈钢材料在氯离子的存在在这个环境中,腐蚀很快,甚至比普通低碳钢腐蚀的快。所以使用不锈钢环保要求,常常需要擦拭,去除污垢,保持清洁和干燥。316和317不锈钢是含钼不锈钢。317不锈钢材料中的钼含量略高于316不锈钢材料。由于钢中钼,这种材料总的性能优于优于310和304不锈钢,高温条件下,当硫酸浓度小于15%,高于85%,316不锈钢有很广泛的用途。氯耐腐蚀性的316不锈钢还具有良好的性能,所以通常用于海洋环境。不锈钢管随着社会经济的不断发展,其应用的普及也越来越广泛。将在各个领域带来全新的变化。理论重量的不锈钢管:W =(外径-壁厚)x壁厚x0.02491x长度。



选购不锈钢复合管护栏用专业让客户省心来云南省昭通市找鑫旺通金属制品(昭通市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:贾经理-【17768165506】,地址:[开发区工业园]。
我们的其他产品