您当前的位置:商助贸易宝 » 镇坪商助贸易宝 »镇坪产品 » 直缝焊管、直缝焊管厂家
直缝焊管、直缝焊管厂家
更新时间:2025-08-31 06:34:19 ip归属地:安康,天气:多云,温度:18-29 浏览:1次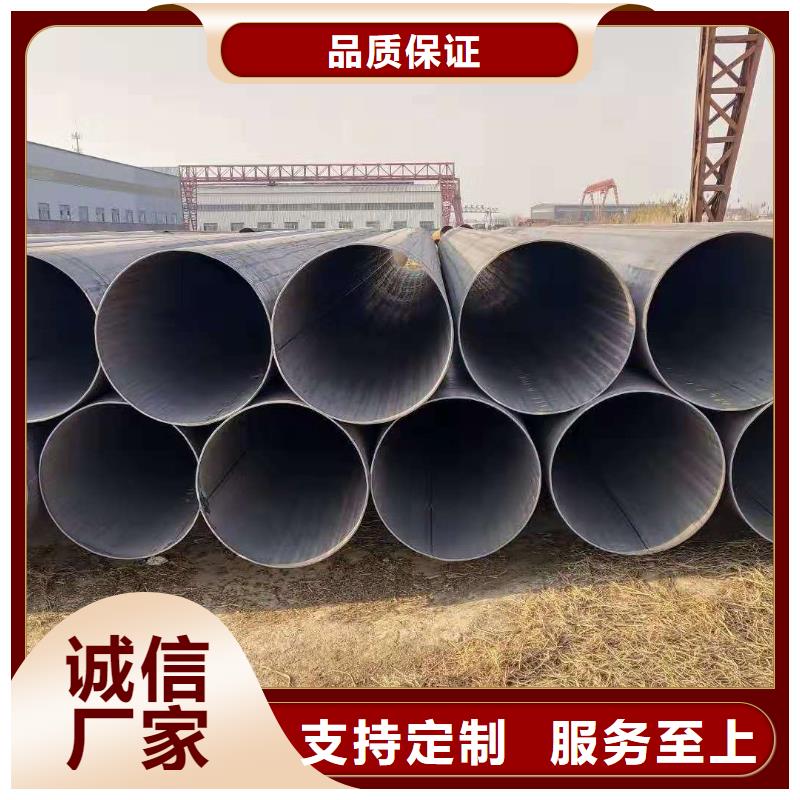


- 发布企业
- 恒鑫达钢管(安康市镇坪县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 方矩管、直缝焊管
- 所在地
- 静海区大邱庄镇静王路500米
- 联系电话
- 15122786894
- 手机
- 15222754782
- 联系人
- 周金福 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:安康市镇坪县直缝焊管、直缝焊管厂家的产品参数
【恒鑫达】持续拓展产品矩阵,现有紫阳方矩管、直缝焊管批发价格、石泉方矩管、直缝焊管好厂家有担当、平利方矩管、直缝焊管销售的是诚信等,满足不同场景需求。直缝焊管、直缝焊管厂家,恒鑫达钢管(安康市镇坪县分公司)为您提供直缝焊管、直缝焊管厂家的资讯,联系人:周金福,电话:【15122786894】、【15222754782】。 陕西省,安康市,镇坪县 民国九年(1920年),置镇坪县。2000年,镇坪县改属安康市。镇坪县是电子商务进农村综合示范县、革命文物保护利用片区分县、卫生县城。2019年4月29日,陕西省人民政府批准镇坪县退出贫困县序列。
直缝焊管、直缝焊管厂家的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:安康镇坪直缝焊管、直缝焊管厂家的图文介绍

直缝焊管和螺旋焊管都是焊接钢管的一种,它们在国民生产建设中应用广泛,直缝焊管和螺旋焊管因生产工艺不同因此具有许多不同之处,下面具体讨论下直缝焊管和螺旋焊管的区别。直缝焊管生产工艺相对简单,主要生产工艺有高频焊直缝焊管和埋弧焊直缝焊管,直缝管生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,主要生产工艺是埋弧焊,螺旋焊管能用同样宽度的坯料生产管径不同的焊管,还可以用较窄的坯料生产管径较大的焊管。螺旋焊管与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。在业内生产较大口径直缝焊管时会使用丁字焊技术,即将一段段短的直缝焊管再进行对接,接成符合工程需要的长度,丁字焊直缝焊管缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
大口径钢管冷却时,当冷却速度愈快,含碳量和合金成分愈高,冷却过程中在热应力作用下产生的不均匀塑性变形愈大, 形成的残余应力就愈大。另一方面钢在热处理过程中由于组织的变化即奥氏体向马氏体转变时,因比容的增大会伴随工件体积的膨胀,工件各部位先后相变,造成体积长大不一致而产生组织应力。组织应力变化的终结果是表层受拉应力,心部受压应力,恰好与热应力相反。
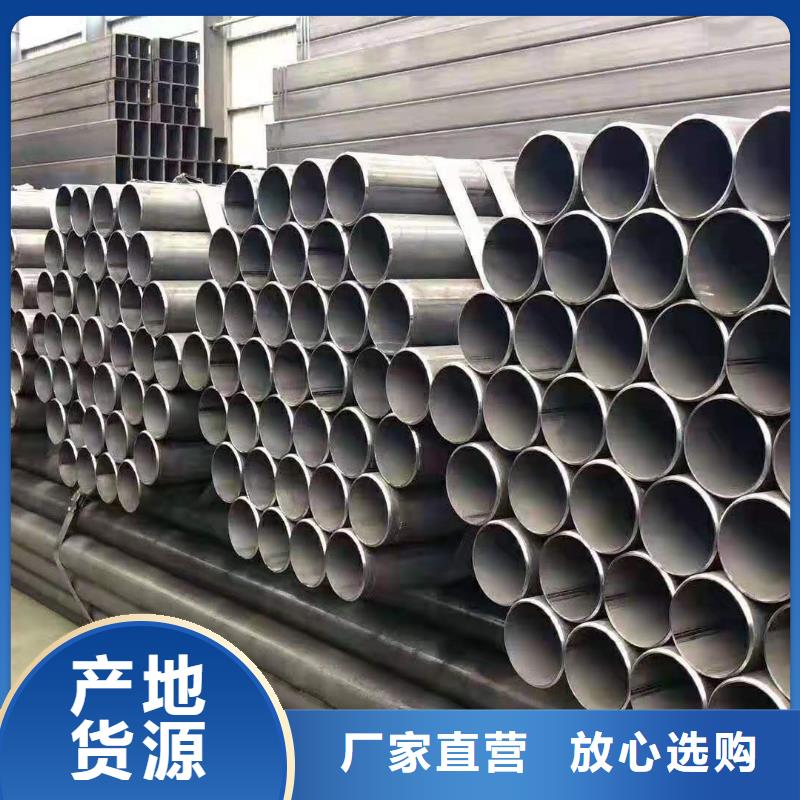
钢管的类别有很多种,按不同的方法分为不同的类型,今天我们按照生产方法给大家介绍几种类型。焊接钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管,因其焊接形式的不同分为直缝焊管和螺旋焊管两种,因其端部形状又分为圆形焊管和异型(方、扁等)焊管。无缝钢管按生产方法可分为:热轧无缝管、冷拔管、精密钢管、热扩管、冷旋压管和挤压管等。根据生产方法,大致可以分为以上这些类型,我公司是钢管生产厂家,拥有多年的经验,欢迎新来客户前来选购。
钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
大口径钢管冷却时,当冷却速度愈快,含碳量和合金成分愈高,冷却过程中在热应力作用下产生的不均匀塑性变形愈大, 形成的残余应力就愈大。另一方面钢在热处理过程中由于组织的变化即奥氏体向马氏体转变时,因比容的增大会伴随工件体积的膨胀,工件各部位先后相变,造成体积长大不一致而产生组织应力。组织应力变化的终结果是表层受拉应力,心部受压应力,恰好与热应力相反。
钢管的类别有很多种,按不同的方法分为不同的类型,今天我们按照生产方法给大家介绍几种类型。焊接钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管,因其焊接形式的不同分为直缝焊管和螺旋焊管两种,因其端部形状又分为圆形焊管和异型(方、扁等)焊管。无缝钢管按生产方法可分为:热轧无缝管、冷拔管、精密钢管、热扩管、冷旋压管和挤压管等。根据生产方法,大致可以分为以上这些类型,我公司是钢管生产厂家,拥有多年的经验,欢迎新来客户前来选购。


钢管制造过程中,从制造材料、工艺、焊接、无损检测、计量、工装等环节对钢管制造生产过程进行质量监控,那么在组装时,如何保证钢管的平整度及整体偏差呢?下面为您分析一下。弯管组装:弯管是特殊管节,其外形尺寸误差过大将给安装带来一定的困难,因此要求整体组装。改进焊接工艺:采取小范围焊接,特别是 层的焊接,增加焊接层次,以此减少焊接变形量,减少钢管外形尺寸的偏差。直管对接方法:在滚焊台车上,先整体调整间隙、错牙,进行整体尺寸检查,检验合格后整体一次点焊。改进坡口设计:采用不对称的X形坡口,不留间隙,内缝焊接完毕后,用碳弧气刨清根,使内外两面焊缝的实际面积接近相等,有利于减少变形及降低残余应力。
螺旋钢管淬火现在研究了一种比较先进的技术称为调,就是焊缝感应加热淬火+回火处理,看一下它的具体讲解。螺旋钢管厂质处理后焊缝的综合力学性能完全达到管体的水平,实现焊缝铲体性能均一化。实现这项热处理工艺技术的核心就是必须掌握磁场加热技术,保证加热温度的均匀和准确。对于低合金髙强网和微合化高强度钢焊缝的淬火加热温度为900~950T,回火温度为600~650T,淬火采用喷淋式冷却,回火采用空冷与冷会结合冷却。淬火、回火温度采用纵向磁场加热时,控温的准确过了以达到±10°C,这是高强度焊管保持性能稳定必需的控温水平, 用横向磁场加热焊缝同样要求高的控温精度,也是相对于比较先进的焊缝热处理的方法。
螺旋钢管淬火现在研究了一种比较先进的技术称为调,就是焊缝感应加热淬火+回火处理,看一下它的具体讲解。螺旋钢管厂质处理后焊缝的综合力学性能完全达到管体的水平,实现焊缝铲体性能均一化。实现这项热处理工艺技术的核心就是必须掌握磁场加热技术,保证加热温度的均匀和准确。对于低合金髙强网和微合化高强度钢焊缝的淬火加热温度为900~950T,回火温度为600~650T,淬火采用喷淋式冷却,回火采用空冷与冷会结合冷却。淬火、回火温度采用纵向磁场加热时,控温的准确过了以达到±10°C,这是高强度焊管保持性能稳定必需的控温水平, 用横向磁场加热焊缝同样要求高的控温精度,也是相对于比较先进的焊缝热处理的方法。


安康镇坪恒鑫达钢管有限公司技术力量雄厚,我厂本着“客户至上,诚信至上”的原则,与多家企业建立了长期的合作关系,产品质量有保障。安康镇坪恒鑫达钢管有限公司是专业的 方矩管,直缝焊管生产厂家,本厂主要生产 方矩管,直缝焊管,凡在我司采购的材料,均提供相应的产品检验报告,可放心采购。欢迎广大用户实地考察,有意采购我司产品者,欢迎您索取资料或实地考察!
本企业发展思路是:抢抓机遇,开拓创新;同心拼博,携手共进。助我发展;就是要狠抓学心,改善心智,转换模式;就是要强化企业文化建设,形成同心谋发展,同步搞建设的氛围;就是要实现企业与合作伙伴共进,业主事业与员工职业成长共进,达到两个双赢。


螺旋钢管经常进行补焊工作,在补焊后要进行的工作,因为在补焊的过程中,会有残留的残渣,当干净才可使用,那要进行哪些呢?坡口表面及两侧各20mm范围内的水、油污、锈皮等应打磨干净,并露出金属光泽。坡口表面应保持平整,不得有裂纹、夹渣、分层等缺陷。用角磨机打磨干净焊道内残留的熔渣、氧化物、加碳及铜斑等。螺旋钢管的工作做好后,可以随时应用,尽量避免残留情况。
为了提高螺旋管的质量,通常要对管材进行除尘处理,在生产过程中容易对管材的切口造成污染,等离子除尘恰好是解决这一问题。螺旋管等离子除尘是在管材在切割时空气同时向两个反方向吹出,从而使烟尘从螺旋钢管的两端冒出,而安装在螺旋钢管的一个方向的吸气口是很难将烟尘很好回收。吸入口外围冷空气从机器空隙外进入吸入口且风量很大,使螺旋钢管内烟尘和冷空气的总量大于除尘器吸入的有效风量,从而切割烟尘彻底吸收变得不可能完成。由于切割部位距离除尘吸入口较远,到达吸入口处的风力难以抽动烟尘。这也是等离子除尘遇到的难题。
螺旋钢管加工就是在原有螺旋钢管的基础上按照要求制造成所需要的产品,对螺旋钢管进行加工时普遍采用的方法有两种即:热扩法和防腐方法。接下来为大家介绍一下防腐方法:此种钢管就是人们经常说的防腐螺旋钢管,此种加工方法是指在螺旋钢管的表层和内层涂上化学涂料,此种加工方法 的目的就是延长管道的使用寿命。
螺旋钢管的四点补焊要求:螺旋钢管缺陷应完全,螺旋钢管每根钢管补焊焊缝长度焊缝总长度应小于等于5%螺旋钢管焊缝总长度。螺旋钢管每次补焊次数不得超过两次。螺旋钢管间隔小于100MM的多个焊缝缺陷应当做一个连续的单个焊缝进行补焊。螺旋钢管单个焊缝至少应补两层/道,补焊长度小应为50mm.
为了提高螺旋管的质量,通常要对管材进行除尘处理,在生产过程中容易对管材的切口造成污染,等离子除尘恰好是解决这一问题。螺旋管等离子除尘是在管材在切割时空气同时向两个反方向吹出,从而使烟尘从螺旋钢管的两端冒出,而安装在螺旋钢管的一个方向的吸气口是很难将烟尘很好回收。吸入口外围冷空气从机器空隙外进入吸入口且风量很大,使螺旋钢管内烟尘和冷空气的总量大于除尘器吸入的有效风量,从而切割烟尘彻底吸收变得不可能完成。由于切割部位距离除尘吸入口较远,到达吸入口处的风力难以抽动烟尘。这也是等离子除尘遇到的难题。
螺旋钢管加工就是在原有螺旋钢管的基础上按照要求制造成所需要的产品,对螺旋钢管进行加工时普遍采用的方法有两种即:热扩法和防腐方法。接下来为大家介绍一下防腐方法:此种钢管就是人们经常说的防腐螺旋钢管,此种加工方法是指在螺旋钢管的表层和内层涂上化学涂料,此种加工方法 的目的就是延长管道的使用寿命。
螺旋钢管的四点补焊要求:螺旋钢管缺陷应完全,螺旋钢管每根钢管补焊焊缝长度焊缝总长度应小于等于5%螺旋钢管焊缝总长度。螺旋钢管每次补焊次数不得超过两次。螺旋钢管间隔小于100MM的多个焊缝缺陷应当做一个连续的单个焊缝进行补焊。螺旋钢管单个焊缝至少应补两层/道,补焊长度小应为50mm.



直缝焊管、直缝焊管厂家,恒鑫达钢管(安康市镇坪县分公司)专业从事直缝焊管、直缝焊管厂家,联系人:周金福,电话:【15122786894】、【15222754782】,以下是直缝焊管、直缝焊管厂家的详细页面。